





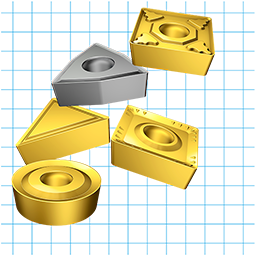
HartmetallDer Produktion der Hartmetalle geht eine Vorbereitung der Zusammensetzung von verschiedenen Hartstoffpulvern wie die Phasen Wolframcarbid, Titancarbid, Tantalcarbid und dem Bindemittel Kobalt voraus. Nachdem diese drei Phasen miteinander vermischt sind, wird dieses Pulvergemisch zu Formkörpern gepresst. Einfach gestaltete Körper werden in dem Preßwerkzeug direkt auf die Endform gebracht und anschließend zwischen 1300° C und 1700° C im Vakuum gesintert. Bei diesem Vorgang schmelzen das Kobalt und bilden dann eine Hartmetallmatrix. Üblicherweise werden gesinterte Hartmetallschneiden einer Reihe von Nachbearbeitungen, wie dem Schleifen, dem Polieren und dem Beschichten, unterzogen. Hartmetallschneiden können im Allgemeinen für das Bearbeiten beinahe sämtlicher Werkstoffe, wie z.B. Stahl, Guß, Metallen, hitzebeständigen Legierungen, Kunststoffen, Gummi, Stein, Holz, usw. eingesetzt werden. |
 |
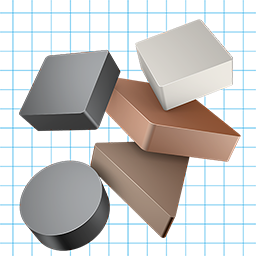
KeramikDer Schneidstoff Keramik ist sehr hart, er besteht aus nichtmetallischen Substanzen und ist hitze- und verschleißfest. Keramik wird immer mehr als Schneidstoff eingesetzt. In vielen Bereichen ist die Herstellung von Keramikschneiden ähnlich der Herstellung der Hartmetallschneiden – Pulvervorbereitung, Pressen, Sintern und Nachbearbeitung. Keramik beinhaltet kein metallisches Bindemittel mit einem niedrigen Schmelzpunkt wie es bei Hartmetall der Fall ist. Im Vergleich zum Hartmetall ist Keramik wesentlich härter und daher spröder und zeigt eine wesentlich höhere Hitze- und Verschleißfestigkeit auf. Keramische Schneideinsätze können im Allgemeinen bei Hochgeschwindigkeitsbearbeitungen von den meisten Stählen und Guß, sowie bei sehr harten und verschleißfesten Werkstoffen eingesetzt werden. Einige spezifische Sorten können für das Bearbeiten hitzebeständiger Legierungen eingesetzt werden. |
|
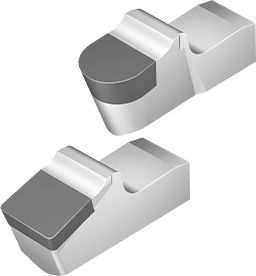
Diamant und BornitridDiamant- oder Bornitridschneiden werden unter sehr hohen Drücken und Temperaturen hergestellt. In besonders dafür entwickelten Presswerkzeugen wird eine Mischung aus Pulvergraphit und ein metallischer Katalysator in kleine Diamantkörner, mittels einem sehr hohen Druck und Temperatur umgewandelt. In ähnlicher Weise wird hexagonales Bornitrid in kleine Bornitridkörner umgewandelt. Aus den kleinen Körnern, wird ein größeres, festeres Stück polykristallinen Diamants oder Bornitrids hergestellt, in dem der oben beschriebene Vorgang mehrfach wiederholt wird und die kleinen Körner üblicherweise auf einen Hartmetallträger gesintert werden. Der Hartmetallträger wird in kleine Stücke zerschnitten, die wiederum auf eine Hartmetallschneide gelötet werden. Diamantschneiden werden im Allgemeinen zum Bearbeiten von nichteisenhaltigen Metallen, Aluminium, Kunststoffen, Gummi, Hartholz, Pressspan und Stein eingesetzt. Bornitridschneiden werden im Allgemeinen zum Bearbeiten von gehärteten Stählen oder Guß, oder zum Bearbeiten von speziellen weichen Gusssorten eingesetzt. |
|
- Home
- Vorführung
- Produkte 2012
- Produkte 2020
- Kontakt
- MESSEN
MIRCONA
- Ihr Partner Für Zerspanungswerkzeuge